



辊式矫直机是一种使用两排相互交错的矫直辊来反复弯曲轧制材料以校正轧制材料的矫直机。 它主要用于矫直钢管,消除钢管成型焊接后横截面的纵向弯曲和不圆度等缺陷,消除由于焊接温度高而导致的钢管焊缝处的结构应力。 在本文中,我们将带您了解它的原理、结构和基本参数!
辊式矫直机的原理、结构和基本参数
辊式矫直机的原理:
金属的原始弯曲曲率的大小和方向是不同的,辊式矫直机多次重复弯曲金属以消除曲率的不均匀性,从而使曲率从大变小并使其变直。
在辊矫直机中,根据每个辊引起的变形量(减少量)的不同,有两种设想的校正方案:小变形校正方案和大变形校正方案。
小变形校正方案:所谓的小变形校正方案假设矫直机上排工作辊的每个辊都可以独立调节,每个辊压下量的调节原理是,进入辊的金属的最大原始曲率应该在被向后弯曲并恢复后完全消除,I.e. 位置应该是直的。
大变形校正方案:由于被校正金属的原始曲率发生变化,并且难以精确确定,因此大变形校正方案经常用于生产中。
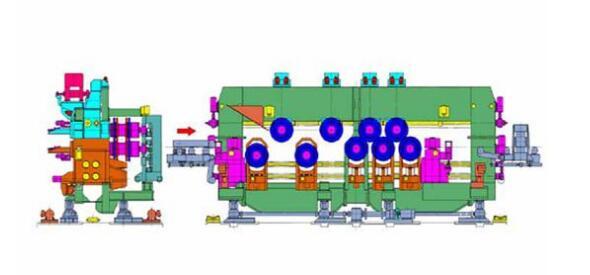
辊式矫直机的结构:
根据用途和结构的不同,辊式矫直机可分为板式辊式矫直机、型钢辊式矫直机和管材和棒材斜辊式矫直机。 辊式矫直机主要由电机、减速器、齿轮座、连接轴、矫直辊工作座等组成。
1. 板材矫直机:根据矫直辊的排列和调整方法进行板材矫直机,包括平行辊矫直机、可调矫直辊挠度矫直机、斜辊矫直机等。
2. 平行辊矫直机:平行辊矫直机的上下两排矫直辊平行设置,下排辊固定,上排辊可独立调节。
3. 倾斜辊式矫直机:矫直机的下排辊是固定的,上排辊安装在可调节的对齐的上框架中,上排辊可以调节成与下排辊倾斜。
4. 管材矫直机:用于校正管材的辊式矫直机通常被称为倾斜辊式矫直机。 斜辊矫直机的矫直辊是倾斜放置的,当钻杆进入矫直机时,它不仅会向前移动,还会旋转。 在矫直过程中,通过反复弯曲和变形几个辊来矫直钻杆。 根据辊的数量,斜辊矫直机分为三个辊、五个辊、六个辊和七个辊。
辊式矫直机的原理、结构和基本参数
辊式矫直机的基本参数:
辊式矫直机的基本参数包括:辊距t、辊直径d、辊数n、辊身长度l和矫直速度v,其中主要参数为d和t。
辊距t :辊距t的选择对校正质量有重要影响。 在确定辊直径t时,应考虑钢的校正质量和辊的强度条件。 最小允许辊距t受强度限制,而最大允许辊距t受校正质量限制。 最小允许辊距t的确定:当辊直径d恒定时,辊距t越小,校正质量越高,但是从辊压的计算可以看出,辊距t越小,校正压力p越大,即辊面和金属之间的接触应力越大,从而加速辊面的磨损和损坏。 因此,最小允许辊距t受到辊体表面上的接触应力和校正辊的扭转强度的限制。
轧辊直径d :轧辊直径d通常根据确定的轧辊距离根据表格选择,其值也应符合矫直机参数系列中的数据。
卷数n :增加卷数意味着增加金属后弯的数量. 因此,增加轧辊数量有利于提高校正质量,但也增加了金属的加工硬化程度和校正能力. 因此,确定卷数的原则应该在确保校正质量的前提下尽可能减少卷数。
辊身长度L :辊身长度L应通过考虑辊身上设置的孔的数量来确定。
校正速度v :校正速度主要根据生产率确定,同时考虑了校正产品的类型和温度等因素。



